搭載設備と使用方法
How to use
搭載可能設備
ブリゲッティ ロータリーブローチツールは以下のような様々な設備で使用可能です。
-
NC旋盤
-
スイス型自動旋盤
-
マシニングセンター
-
ボール盤
-
汎用旋盤 など
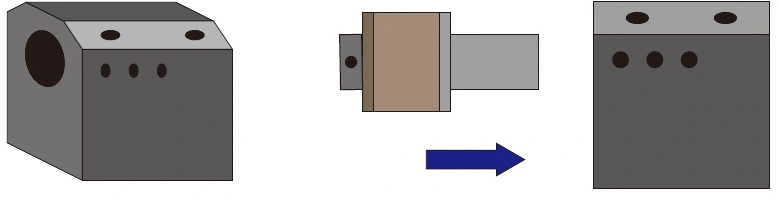
加工イメージ
ロータリーブローチの加工イメージです。
(例:NCタレット旋盤での六角穴加工)
-
ブローチヘッドの取り付け
ロータリーブローチツールは一般的なボーリングバーホルダに取り付けます。
サイドロックホルダでの取り付けが一般敵ですが自動盤などではコレットでクランプすることもあります。 -
ブローチの取り付け
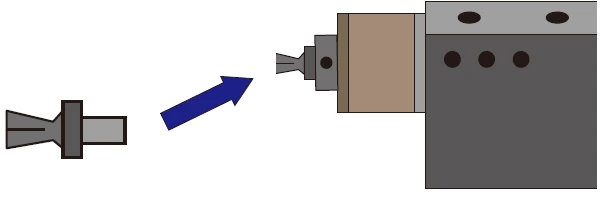
ブローチヘッドに加工するサイズ・形状のブローチを取り付けます。
ブローチを交換することで様々なサイズと形状の多角形穴が加工できます。
ブローチヘッドの種類によって加工できるサイズのレンジが異なります。 -
下穴の加工
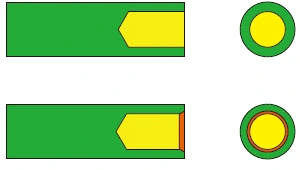
下穴径推奨 103%以上
下穴深さ推奨 1.2~1.4倍面取りは下穴加工時に
六角頂点よりも大きく多角形穴を加工する前に下穴加工を行います。六角穴加工の場合は六角の2面幅の103%程度の大き目の下穴を加工します。下穴を大きくすることは切削抵抗を減らし、切り屑を正常に押し出すために重要です。
またブローチの切り屑を逃がすスペースを作るため、下穴はブローチ加工長よりも深く加工します。被削材の材質によって調整が必要ですが、加工長の1.2~1.4倍程度が推奨される下穴深さです。
ブローチの喰い付きを良くし、加工負荷を低減するため六角頂点より大きなサイズの面取りを施します。 -
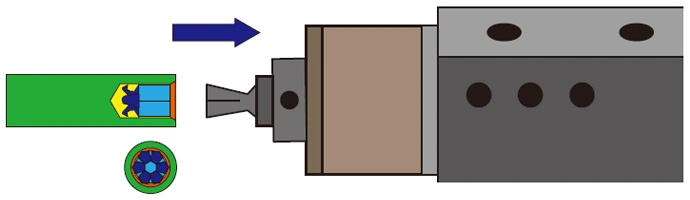
ブローチ加工
下穴加工が終わったらワークを回転させ、ツールをZ方向に送ります。
ワークにブローチが接触すると連れまわりします。
ブローチに角度がついているため、揺動運動で加工負荷が抑制された状態で、素材を押し切っていくことができます。 -
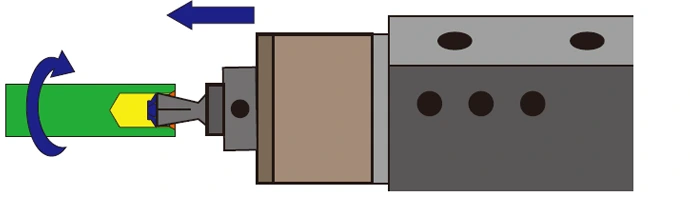
ツールの退避
規定の深さまで加工したらツールを引き抜きます。変速の難しい汎用旋盤やボール盤などで使用する 場合は回転したままツールを引き抜いても良いですが、NC旋盤などで使用する場合は回転を止めて 引き抜くこともできます。
-
切り屑の処理
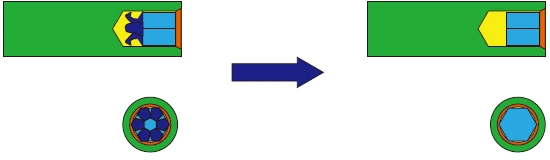
ロータリーブローチ加工の切り屑は全て加工穴の奥に押し込まれます。 この切り屑は壁面と接続しており、自然には落下しません。このためこの切り屑を除去せずに製品を仕上げてもレンチ穴としては問題なく機能します。 切り屑を除去したい場合は、下穴加工を行ったドリルなどを再度挿入して切り屑を粉砕して除去します。
カタログダウンロード

ご相談、お問合せはこちら
フォームが表示されるまでしばらくお待ち下さい。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。