REV(レヴ) スロッティングツール slottingtool
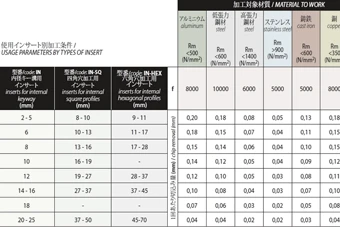
旋盤・マシニングセンタでキー溝、四角穴、六角穴、スプラインなど様々な形状の加工に対応する工具
レヴ スロッティングツールとは?
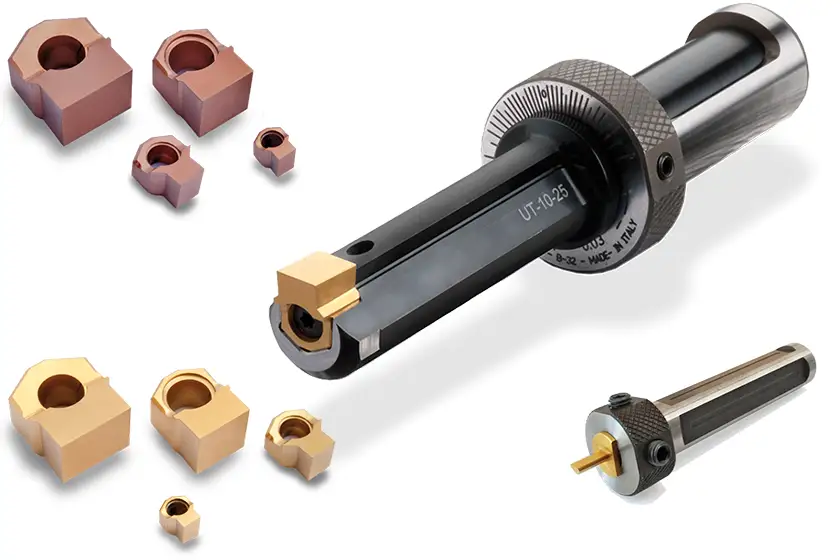
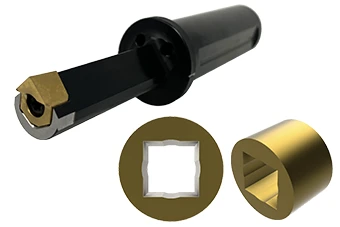
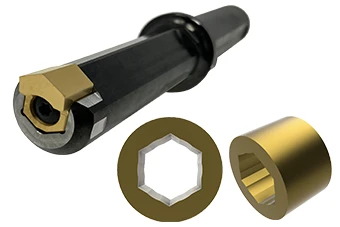
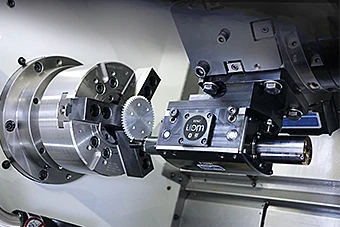
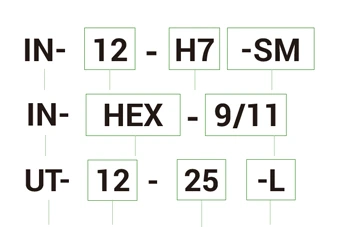
レヴ スロッティングツール(キーブローチングツール)とはNC旋盤やマシニングセンタ、 スロッター盤などで効率的に溝加工を行うためのツールです。 H7公差を基準とした精度の高い内径キー溝用ツールをはじめとして、四角穴や六角穴、スプライン溝など様々な加工に対応できます。
従来はスロッター盤や放電加工などの専用機を必要としていたキー溝加工ですが、NC旋盤やマシニングセンタなどの汎用的な加工設備に工程集約することで、省力・省人化しつつも高能率な生産プロセスを実現することができます。
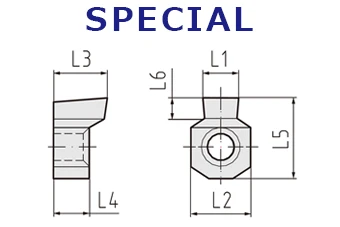
レヴはニーズや使用環境に合わせた細やかなラインナップ、小ロットでの特殊品対応、経験豊富な国内スタッフによる技術相談対応など、さまざまな側面からのフォローによって工程集約の実現や変量多品種生産への対応をサポートしています。
実際の加工動画
段取りと実加工 (ロングバージョン)






カタログダウンロード

ご相談、お問合せはこちら
フォームが表示されるまでしばらくお待ち下さい。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。