加工事例紹介
Processing ExamplesREV(レヴ) スロッティングツールを使用した加工事例

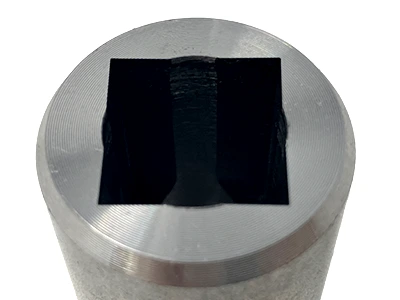



01.止まり四角穴加工
- 名称
- 止まり四角穴加工
- 材質
- S45C
- 加工形状
- 対辺15mm四角穴 × 深さ22mm
- 穴形状
- 止まり穴 φ16
- 使用ツール
- UT-SQ-13/16-25、 IN-SQ-13/16
- 加工設備
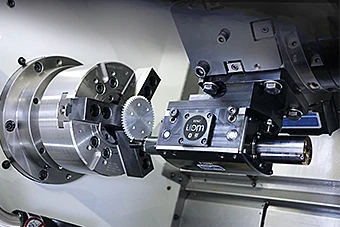
- タレット型NC旋盤 DMG MORI SL204
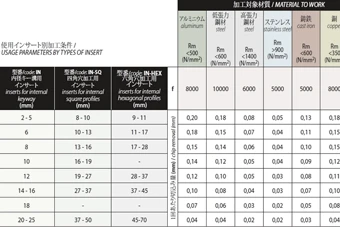
- 加工条件
- 送り速度 10,000mm/min、 一回あたりの切込み量0.1mm
- メモ
- 中京圏ユーザ様事例
止まり穴のテーパ切り上げ処理
下穴加工→スロッティングで約1min

四角穴加工

多角形は角度割り出しで
頂角を1か所づつ加工

止まり穴のテーパニゲ処理

加工直後のワーク

ターニングセンタでの搭載事例
02.貫通穴多重キー溝
- 名称
- 貫通穴多重キー溝
- 材質
- S45C
- 加工形状
- 内径キー溝 5mm H7 キー高さ2mm 加工長40mm
- 穴形状
- 貫通穴φ20 × L40
- 使用ツール
- UT-5-25、 IN-5-H7
- 加工設備
- ターニングセンタ MAZAK INTEGREX J-200
- 加工条件
- 送り速度 10,000mm/min、 一回あたりの切込み量0.18mm
- メモ
- 回転工具主軸機による多重内径キー溝加工

スチールの多重キー溝加工

スロッティング加工面は
良好な面粗度を保つ

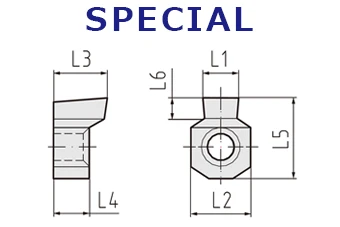
スロッティングインサート&ホルダ

加工中の様子

ターニングセンタでの搭載事例
03.ステンレス内径キー
- 名称
- ステンレス内径キー
- 材質
- SUS303
- 加工形状
- 内径キー溝 2mm H7 キー高さ1mm 加工長8mm
- 穴形状
- ニガシ溝付き段付き穴 φ24
- 使用ツール
- UT-2-25、 IN-2-H7
- 加工設備
- 中村留精密工業 NTY3-100
- 加工条件
- -
- メモ
- ニガシ溝を入れた内径キー溝加工例です。

SUS303に対する2mmの溝加工

ワークの全体像
04.小型ギア内径キー
- 名称
- 小型ギア内径キー
- 材質
- SUS304
- 加工形状
- 内径キー溝 2mm H7 キー高さ1mm 加工長10mm
- 穴形状
- 貫通穴 φ8 × L10mm
- 使用ツール
- 特殊製作ホルダ、 IN-2-H7
- 加工設備
- スイス型自動盤 Citizen A-20
- 加工条件
- -
- メモ
- 自動盤バックチャックでの加工事例です。スロッティング加工は低負荷なので小型のスイス型自動盤でも加工できます。

SUS304のギア内径へのキー溝加工

スイス型自動盤内部での加工の様子
カタログダウンロード

その他の情報

ご相談、お問合せはこちら
フォームが表示されるまでしばらくお待ち下さい。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。