ブリゲッティ ブローチツールbroachtool
小径六角穴、多角形を効率加工

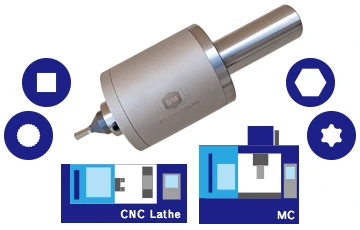
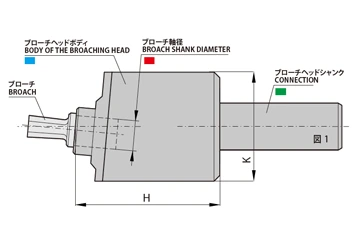
ブリゲッティ ブローチツールとは
ブリゲッティブローチツールは下穴加工をしたワークに六角形/四角形になっている刃物(ブローチ)を押し込んで切りくずを奥に押しのけることで六角穴や四角穴の形状を得る為の工具です。旋盤加工時にはワーク回転、マシニングセンタで使用する際にはツール回転で使用します。










カタログダウンロード

ご相談、お問合せはこちら
フォームが表示されるまでしばらくお待ち下さい。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。