技術情報・FAQslottingtool
スロッティングツールで加工可能なキー溝、スプライン、多角形穴に関するワーク形状の解説です。特に止まり穴加工時は形状に注意してください。
REVスロッテイングツールで加工対応可能な形状
キー溝
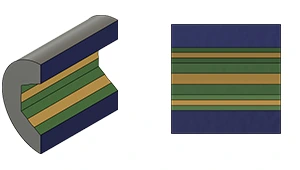
① 貫通穴
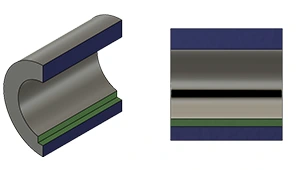
貫通穴
抜け側z方向にインサートを2mm以上通過させられれば加工可能です。
対応する加工法
- 通常スロッティング
- モータライズドスロッティング
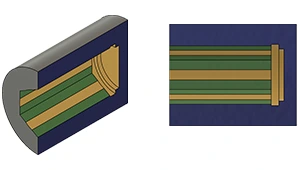
② 内径溝付の止まり穴
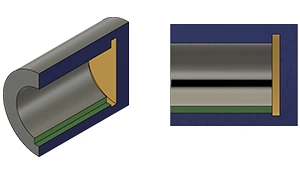
内径溝付の止まり穴
キー溝の終端に溝高さより大きくなる径で3mm程度の幅を持つ内径溝を加工しておけば、切り屑を排出できるので加工が可能となります。 止まり穴加工時の第一推奨となる形状です。
対応する加工法
- 通常スロッティング
- モータライズドスロッティング
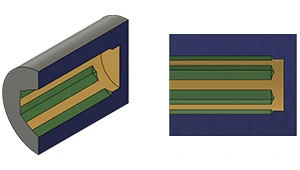
③ 横穴付の止まり穴
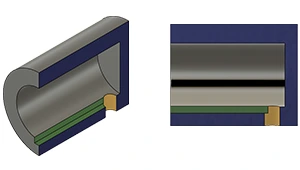
横穴付の止まり穴
キー溝の終端に溝巾より大きな径の横穴をあけておけば、切り屑を排出できるので加工が可能となります。 外径からの穴加工で対応が容易なのでスロッター盤加工で良く用いられる止まり穴加工の対応方法です。
対応する加工法
- 通常スロッティング
- モータライズドスロッティング
④ テーパ切り上げのキー溝
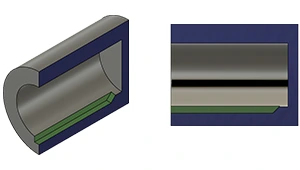
テーパ切り上げのキー溝
キー溝終端部を45°よりなだらかな角度のテーパ形状にすると内径に切り屑を排出できるので加工が可能となります。またテーパ切り上げ部から穴底までには更に数ミリのスペースが必要です。モータライズドスロッティングではこの形状の加工対応はできません。
対応する加工法
- 通常スロッティング
- モータライズドスロッティング
注意

キー溝の終端部をテーパに切り上げる際には必ず毎パスごとに内径まで切り上げてからツールのz方向退避を行ってください。 内径まで切り上げずにテーパ部の途中でz方向の退避を開始すると、切り屑がテーパ部に残ってしまい、インサートの破損につながります。
多角形穴
① 貫通穴
貫通穴
抜け側z方向にインサートを2mm以上通過させられれば加工可能です。下穴は多角形穴より大きく加工してください。
※下穴径の目安
六角穴=対辺の102%程度
四角穴=対辺の105%程度
対応する加工法
- 通常スロッティング
- モータライズドスロッティング
② 内径溝付の止まり穴
内径溝付の止まり穴
多角形穴の終端に多角形頂角より大きくなる径で3mm程度の幅を持つ内径溝を加工しておけば、切り屑を排出できるので加工が可能となります。 止まり穴加工時の第一推奨となる形状です。
※下穴径の目安
六角穴=対辺の102%程度
四角穴=対辺の105%程度
対応する加工法
- 通常スロッティング
- モータライズドスロッティング
④ テーパ切り上げの多角形穴
テーパ切り上げの多角形穴
多角形穴終端部を45°よりなだらかな角度のテーパ形状にすると内径に切り屑を排出できるので加工が可能となります。またテーパ切り上げ部から穴底までには更に数ミリのスペースが必要です。モータライズドスロッティングではこの形状の加工対応はできません。
※下穴径の目安
六角穴=対辺の102%程度
四角穴=対辺の105%程度
対応する加工法
- 通常スロッティング
- モータライズドスロッティング
注意
多角形穴の終端部をテーパに切り上げる際には必ず毎パスごとに内径まで切り上げてからツールのz方向退避を行ってください。 内径まで切り上げずにテーパ部の途中でz方向の退避を開始すると、切り屑がテーパ部に残ってしまい、インサートの破損につながります。
加工条件
下記は材料毎の推奨条件です。1回あたりの取り代と送り速度を表しています。
実際の加工環境等に合わせて条件は微調整してください。
表記単位:f = z送り速度(mm/min)、切込み量(mm)
| 使用インサートサイズ | 加工対象材質 / MATERIAL TO WORK | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 型番/IN 内径キー溝 |
型番/IN-SQ 四角穴加工 |
型番/IN-HEX 六角穴加工 |
加工材質 | アルミ ニウム |
低張力 鋼材 |
高張力 鋼材 |
ステン レス |
鋳鉄 | 銅 | 真鍮 |
| 材料張力 | Rm<500 N/mm² | Rm<600 N/mm² | Rm<1400 N/mm² | Rm>900 N/mm² | Rm<600 N/mm² | Rm<350 N/mm² | Rm<350 N/mm² | |||
| キー巾 (mm) | 四角二面巾 (mm) | 六角二面巾 (mm) | f = 送り速度 (mm/min) |
8,000 | 10,000 | 6,000 | 5,000 | 5,000 | 8,000 | 7,000 |
| 2–5 | 8–10 | 9–11 | 一回あたり切込み量 (mm) | 0.20 | 0.18 | 0.08 | 0.05 | 0.13 | 0.18 | 0.10 |
| 6 | 10–13 | 11–17 | 0.18 | 0.15 | 0.07 | 0.04 | 0.11 | 0.15 | 0.09 | |
| 8 | 13–16 | 17–28 | 0.15 | 0.14 | 0.06 | 0.04 | 0.10 | 0.15 | 0.08 | |
| 10 | 16–19 | – | 0.14 | 0.12 | 0.05 | 0.04 | 0.09 | 0.12 | 0.07 | |
| 12 | 19–27 | 28–37 | 0.12 | 0.10 | 0.05 | 0.03 | 0.08 | 0.11 | 0.06 | |
| 14–16 | 27–37 | 37–45 | 0.10 | 0.08 | 0.04 | 0.03 | 0.07 | 0.10 | 0.05 | |
| 18 | – | – | 0.07 | 0.06 | 0.03 | 0.02 | 0.05 | 0.08 | 0.03 | |
| 20–25 | 37–50 | 45–70 | 0.04 | 0.04 | 0.02 | 0.02 | 0.03 | 0.04 | 0.02 | |
FAQ よくあるご質問
- スロッティングツールはどのような機械で使われることが多いですか?
CNC旋盤で使われるケースが最も多いです。 主軸オリエンテーション機能があればマシニングセンタでも使用できます。 スロッター盤で使われている例もあります。
- ボール盤でも使えますか?
主軸の回転を固定できないボール盤などの設備では使用することができません。
- 高速で送りをかけるスロッティングを行うと設備が傷みませんか?
1パスの取り代を制限しているため、凡そねじ切り(チェ―シング)などと同程度の加工負荷となる ケースも多い加工です。国内でも10年近く連続使用されているユーザ様もいらっしゃいます。
- C軸のロックに特別な主軸ブレーキは必要ですか?
C軸ロックに特別な主軸ブレーキは必要ありません。 サーボロック程度の保持力で十分対応可能です。
- スロッター盤で使用したいが角バイト取り付けなのでどうしたら良いか?
標準ホルダを角シャンクに変換するアダプタ(AD, ADP)があります。
- 実際にどの様な加工負荷がかかるか不安です
加工負荷はケースによって異なりますが、参考事例をご紹介します。
設備:DMG MORI NL2000 S45Cワーク加工
・エアカット時→主軸負荷30%
・スロッティング加工時→主軸負荷35% - インサートの材質は何ですか?
スロッティング用に開発されたオリジナルの焼結金属が標準品です。 再研磨の際にはハイスなどと同じ砥石で加工できます。 一部超硬の製品もあります。
- 色々な溝幅を加工したいのでホルダを兼用したいが大丈夫でしょうか?
必ずインサート毎に指定されたホルダ(UT)を使用するようにしてください。 各ホルダは適切なスラスト負荷に耐え、内径干渉が少なくなるよう専用設計されているため、 ホルダを共用すると加工トラブルが起きるおそれがあります。
- Y軸をシフトして溝をくり広げ1本のツールで色々な溝幅を加工したいのですが可能でしょうか?
Y軸シフトでのくり広げ加工は推奨の加工法ではありません。 溝幅の精度が設備の性能に依存してしまうこと、片当たりによるツールニゲで精度が出なくなる場合が あるためです。どうしても対応が必要な場合は弊社までご相談ください。
- 型番に無い寸法のインサートは製作できますか?
特殊品も製作を承ります。最低製作ロットは2個~となります。 ご相談には下記2点の情報をお知らせください。
①ワーク図面
②搭載検討設備型番 - 止まり穴のキー溝や六角穴加工はできますか?
NC旋盤などで加工する場合はニゲ溝、ヌキ穴無しで止まり穴へのキー溝加工ができます。 詳しくはカタログp.13~14を参照ください。
- JS9のインサートはありますか?
通常JS9の公差規格はH7公差でカバーできるためH7インサートの使用を推奨しています。 (H7公差レンジはJS9のプラス側半分に相当)
- なぜ公差レンジの上限がインサート寸法になっているのですか?
スロッティングインサートにはバックテーパがかかっているため加工による摩耗や再研磨で寸法がマイナスに変化していく可能性があります。 このためあえて中央値ではなく上限値狙いの寸法設定となっています。
- 20mmや25mmなどの幅広のキー溝も一回で加工できますか?
材質によっては一発仕上加工も可能ですが、鋼材などに幅広のキー溝を加工する場合、10mmや12mmなど一回り幅が狭いインサートで下溝加工(粗加工)を行うことを推奨しています。 切り屑分断と加工負荷低減によって寸法精度が向上します。
- スプラインやセレーションは加工できますか?
スプラインやセレーション対応のインサートは全て特殊品となりますが製作可能です。 ワーク図面と搭載検討設備情報の2点を準備の上、ご相談ください。
- きちんとキー溝の精度は出ますか?
標準的なH7公差クラスのインサートを使うと一般的にはH7のキー溝が加工できます。 設備の精度や被削材の性質などによって寸法の変化があるケースもあるのでご不安な場合は山田マシンツールまでお問合せください。
- どの位の硬度まで加工できますか?
HRC40以下のワークは通常加工の対象です。 さらに高硬度な材質の加工の場合は山田マシンツールまでお問合せください。
- 加工時にクーラントは必要ですか?
ウェット加工推奨です。 Youtubeなどの動画では見えやすいようにドライ加工を行っていますが、ウェットの方が寿命・精度などに良い影響があります。切削油、水溶性クーラントともにお使いいただけます。
- 樹脂への加工はできますか?
POMやジュラコンなどは加工実績があります。
- テーパーキーの加工はできますか?
テーパーキーの加工も実績があります。 またテーパ穴に対するストレートキーも加工できます。ただし標準品では溝高さに対する対応ができない場合があります。検討にあたっては弊社に図面でご相談ください。
- ホルダは特殊製作の対応できますか?
ホルダについても特殊品製作の対応を行っています。 標準品よりもさらに長いツール、短く剛性のあるツールなど多くの製作事例があります。
- インサートの再研磨は対応できますか?
インサートはスクイ面を研磨することで1~2回の再使用が可能です。ただし摩耗や欠損が激しいと研磨できません。 弊社で対応する再研磨には型番や数量の制約があります。詳しくはお問合せください。
- キー溝にテーパが出てしまいます。対策方法はありますか?
まずは切込み量を減らして加工してみてください。 また極端に送り速度を低下させると、切削力が失われ加工抵抗が増大します。もし推奨値より極端に低い送り速度を設定している場合は可能な限り速めの設定に近づけてください。
- 量産にあたってもっと生産効率を追求したいのですが良い方法はありますか?
タレット型の複合旋盤(ターニングセンタ)ではミーリング軸を活用したモータライズドスロッティング加工ユニットが搭載できます。送り速度を通常のボーリングタイプの~8倍程度まで上げることができます。 詳しくはお問い合わせください。
カタログダウンロード

ご相談、お問合せはこちら
フォームが表示されるまでしばらくお待ちください。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。
![]()