搭載設備とセットアップ
slottingtool-settingCNC旋盤やマシニングセンタ、スロッター盤など設備環境に応じたセットアップ方法を紹介
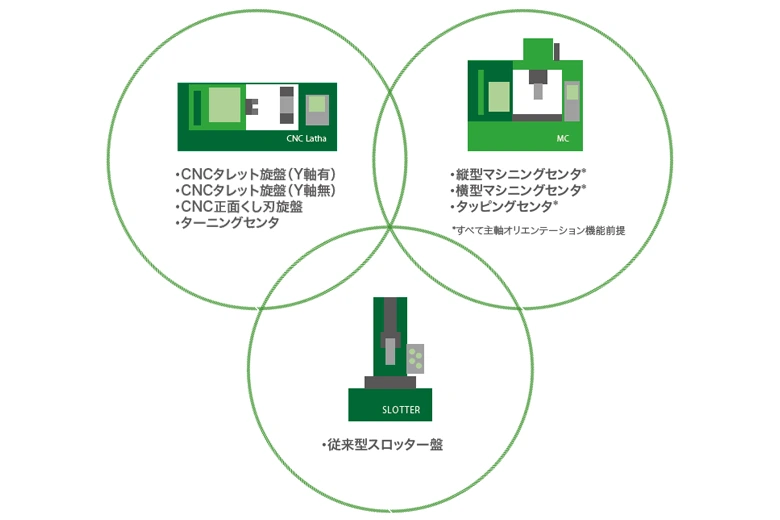
スロッティングツールが使える設備
レヴ スロッティングツールは一般的なNC旋盤、マシニングセンタのツーリングとして使用できます。 NC旋盤の場合、設備に必要な性能としてはC軸制御機能が必要となります。 角度維持に必要とされる力はサーボロックで十分で、特別なブレーキの追加などは必要としません。 マシニングセンタで使用する場合は主軸の角度制御が可能な設備である必要があります。主軸オリエンテーション機能だけでは精度を維持できないため、1か所以上の角度位相を正確に保持できる必要があります。
また従来型のスロッター盤へスロッティングツールを取り付けて、工具交換の合理化と加工の安定を図ることもできます。 設備のY軸制御機能はあっても無くても使用できます。 Y軸機能がある設備ではBTホルダをそのままボーリングバーホルダにクランプします。 Y軸機能が無い設備では偏芯ブッシュを併用するBTAシステムを導入することで、精密な溝位置の調整が可能となります。 メーカ実験によると、スロッティングによる加工負荷は幅20mmのキー溝加工において、同素材へのφ14ドリル穴あけと同程度であるとされています。
剛性と精度の高い設備ではより良好な加工結果が期待できますが、一般的なスペックの設備で一般的に要求されるキー溝加工に対応ができます。
- CNCタレット旋盤(Y軸有)
- CNCタレット旋盤(Y軸無)
- CNC正面くし刃旋盤
- ターニングセンタ
- 縦型マシニングセンタ*
- 横型マシニングセンタ*
- タッピングセンタ*
*すべて主軸オリエンテーション機能前提
- 従来型摺スロッター盤
スロッティングツールの取り付け方法
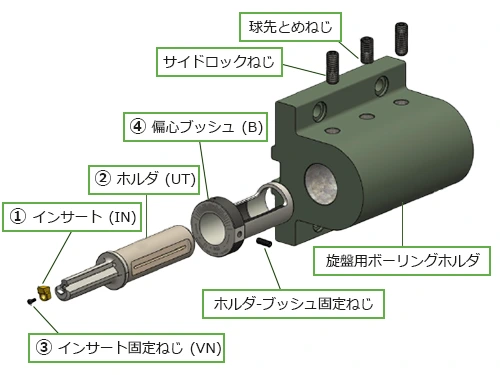
スロッティングツールは加工対象の精度で製作された①インサート(IN)と各サイズ専用に設計された②ホルダ(UT)の組み合わせが基本になります。③インサート止めねじ(VN)はホルダ購入時にセットされていますが、補充用として単品購入も可能です。 Y軸制御可能なNC旋盤ではそのままボーリングホルダにサイドロックでツールを固定します。
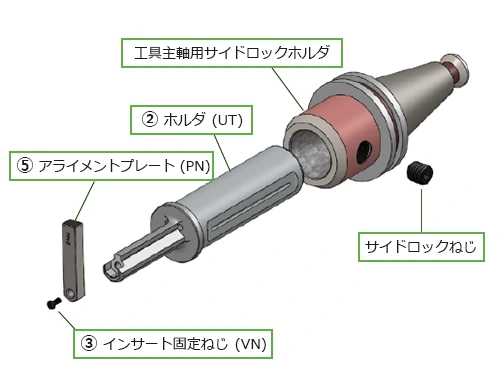
Y軸制御の無いNC旋盤では④偏芯ブッシュ(B)をスリーブとして併用します。この偏芯ブッシュによってY軸の精密な調整が可能です。 主軸オリエンテーション機能のあるマシニングセンタもしくはターニングセンタの工具主軸に取り付ける場合は、角度位置を確認するため⑤アライメントプレート(PN)を使用します。BTやHSK、CAPTOなどの工具主軸に対応するサイドロックホルダを用意し、サイドロックホルダに直接②ホルダ(UT)を固定します。 従来型のスロッター盤に取り付ける場合は角シャンクで取り付けるケースが多いです。
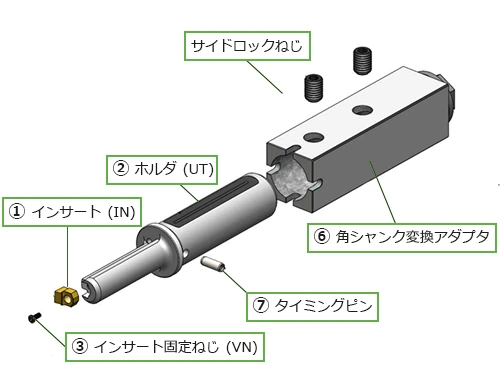
このため⑥角シャンク変換アダプタ(AD)を併用します。⑥角シャンク変換アダプタ(AD)に②ホルダ(UT)を取り付ける際に適切な角度を維持するための⑦タイミングピンはホルダに同梱されています。
カタログダウンロード

ご相談、お問合せはこちら
フォームが表示されるまでしばらくお待ち下さい。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。