旋盤用ダイヤモンド&ローラーバニシング技術情報 Diamond & Roller Burnishing - Technical Information
バニシングに関する一般的な技術情報です。個別の製品情報は各ページを参照ください。

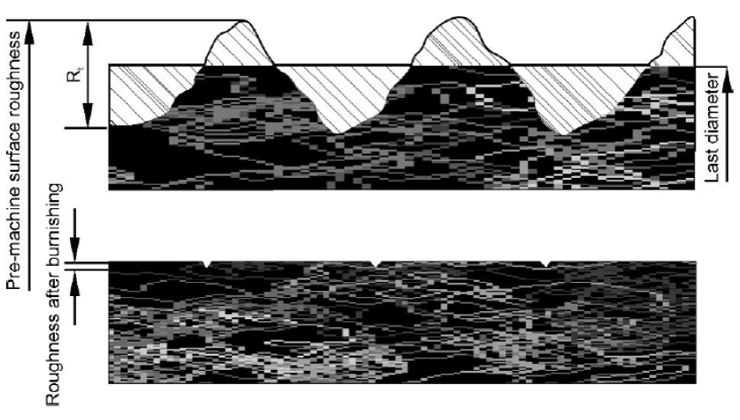
バニシング加工とは?

バニシング加工後(下)の比較写真
主に旋削などによってワーク表面に残される挽き目の山をつぶし、平滑な面を形成する技術です。 研磨加工を伴わないで良好なワークの面性状を得ることができる加工方法となります。
バニシング加工の主なメリット
- 従来は切削加工と研削加工に分かれていた工程を、切削加工に工程集約できる可能性があります。
- 研削加工と比較すると圧倒的な低コストで加工が成立します。
- 旋削による仕上げ加工と比較して、長期間安定して面粗度を維持できるメリットがあります。また仕上げ用旋削チップと比較してコストを抑えることができます。
- 切屑を排出しない塑性変形なので、仕上げ加工時の切屑トラブルを回避できます。
- 塑性変形により加工面が硬化するため、製品の疲労強度を向上させることができます。
バニシング加工ができる材質
バニシング加工が可能な材質は、一定の延性・展性をもち、塑性変形が可能な金属材料に限られます。 樹脂などの非金属材料はバニシングができません。
具体的に対応可能な材質や条件はツールによって異なります。各製品ページをご確認ください。
研削(研磨)加工との比較
バニシングは研削(研磨)加工を一部置換できる工法ですが、研削とは加工原理が異なります。 このため、両者の違いを理解することは重要です。
- 研削は砥石による除去加工ですが、バニシングは圧縮による塑性変形加工です。
- このため、研削では対応可能でも、バニシングでは対応できない内容もあります。
- 研削加工の前工程としてバニシングを組み合わせることで、研磨やラッピングの加工効率を向上させることも可能です。
バニシングと研磨の違い
| 項目 | 研磨 | バニシング |
|---|---|---|
| 寸法変化 | 切り込み量によって調整可能 | 変形量は3-5μ程度 |
| 寸法修正、傷・錆の除去 | 切り込み量によって調整可能 | 傷やビビり、錆は除去できません |
| 仕上げ面性状 | 旋削目から研削痕に変化 | 旋削目は残ります |
ご使用上の注意
特に気を付けるべき点は次の2点となります。
-
形状修正はできません
バニシングの変位領域は数ミクロンから最大でも数十ミクロン程度です。形状(寸法・円筒度・平行度等)の修正には適しません。
-
鏡面仕上げ
バニシングで機械的性質としての面粗度は向上しますが、加工面に旋削目を塑性した痕としてシマ状の模様が残ります。
外観仕上げ・光学的な用途で鏡面を得たい場合には必ず、研削やラップ・バフ等の工程を併用して仕上げを行う様にして下さい。
バニシング面の縞模様イメージ ◀バニシング面(下)は平滑だが、視覚的・光学的には旋削目の谷だった部分が縞模様として残る。
関連製品



まずはお気軽にご相談ください
最適なダイヤモンドバニシングツールの選定から加工条件のご提案まで、
専任の技術スタッフがサポートいたします。
カタログダウンロード
ダイヤモンドバニシングツール

YAMASA DS-1
ZEUSシリーズ 日本語版
ご相談、お問合せはこちら
フォームが表示されるまでしばらくお待ち下さい。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。