SB6/SB8 型番
ホルダ型式は右勝手(下図の形状)、加工方向A(矢印の向きに工具送り)の場合の型式です。
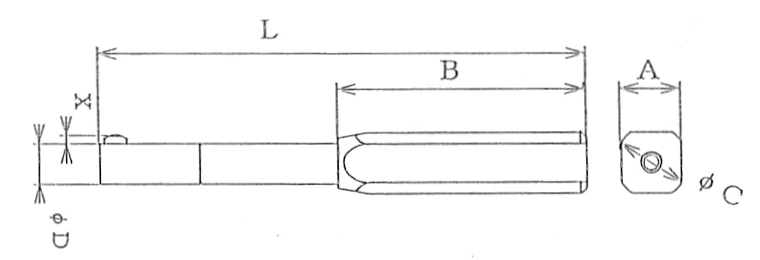
| 型式 | φD | X | L | B | A | φC | 加工範囲 | デモ機 |
|---|---|---|---|---|---|---|---|---|
| SB6 | 6 | 1 | 92.5 | 45 | 10 | 13 | φ8〜φ15 | 無 |
| SB8 | 8 | 2 | 92.5 | 50 | 12 | 14.5 | φ11~25 | 無 |
SB6/SB8 高機能内径用ダイヤモンドバニシングツールは、φ8~の内径加工に対応可能なバニシングツールになります。

SB6/SB8 高機能内径用ダイヤモンドバニシングツールは、φ8~の内径加工に対応可能なバニシングツールになります。
ホルダ型式は右勝手(下図の形状)、加工方向A(矢印の向きに工具送り)の場合の型式です。
| 型式 | φD | X | L | B | A | φC | 加工範囲 | デモ機 |
|---|---|---|---|---|---|---|---|---|
| SB6 | 6 | 1 | 92.5 | 45 | 10 | 13 | φ8〜φ15 | 無 |
| SB8 | 8 | 2 | 92.5 | 50 | 12 | 14.5 | φ11~25 | 無 |
| 交換用ダイヤモンドバー | 対応ツール |
|---|---|
| SB6-C | SB6 |
| SB8-C | SB8 |
※SBダイヤモンドバーは再研磨可能です。詳しくは山田マシンツールにご相談ください。
ダイヤモンドバーのコンディションによっては再研磨ができない場合もございます。
SB6/SB8 取扱説明書
diamond-burnishing-manual-sb6-sb8.pdf
製品ごとの技術情報/FAQをまとめています。ご使用前にご確認ください。
形状修正はできません
バニシングの変位領域は3〜5μ程度です。形状(寸法・円筒度・平行度等)の修正には適しません。
厳密な鏡面仕上げには適しません
バニシングで機械的な面粗度は向上しますが、加工面に塑性痕としてシマ状の模様が残ります。外観仕上げ・光学的な用途で鏡面を得たい場合には、必ず研削やラップ・バフ等の工程を併用して仕上げを行うようにしてください。

バニシング加工前(上)とバニシング加工後(下)の比較写真
複雑形状には適しません
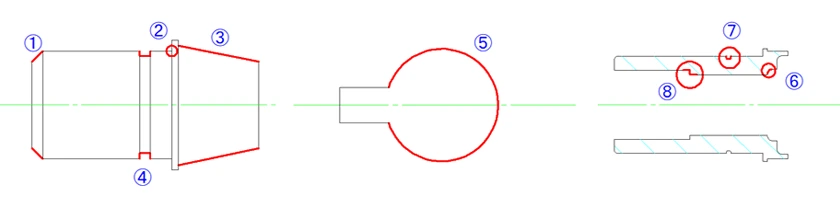
ホルダに内蔵されたスプリングやすり割りにより、先端のダイヤモンドに圧力をかけています。この構造により、加工中ダイヤモンドの先端は送りをかけるとバネの力で動いています。このため、テーパ部やR形状部に使用すると、未加工部位が残ったり傷をつけたりする恐れがあるため、使用できません。
ダイヤモンドの形状には個体差があり、任意の形に成型しようとすると現実的ではない価格の工具となってしまうため、あえて一定の形にしないようにしています。このため、キワや溝部分に適用することもできません。
旋盤でご利用ください
本バニシングツールは旋盤用のツールです。マシニングセンタやボール盤での使用は使用できません。
冷却メディアをご使用ください
加工時は必ずクーラントや冷却エア等で冷却を行ってください。セミドライ加工も非推奨となります。冷却を行わない場合、ダイヤの著しい摩耗や破損の発生に繋がる可能性があります。
まずはお気軽にご相談ください
最適なダイヤモンドバニシングツールの選定から加工条件のご提案まで、
専任の技術スタッフがサポートいたします。
フォームが表示されるまでしばらくお待ち下さい。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。
![]()


