ハイマテック 複合旋盤用ツールホルダheimatec tooling
中村留精密工業、Miyano(Citizen)、DMG森精機など複合旋盤を効率的に活用するためのミーリングホルダ

ハイマテック複合旋盤用ツールホルダとは
ハイマテック複合旋盤用ツールホルダは1990年代から世界中の複合旋盤で搭載されている、世界トップレベルの品質とラインナップを誇るドイツ製のミーリングホルダです。 日本でも2010年代から数多くのユーザ様に採用いただき高い評価を得ています。 ハイマテックのホルダを採用された主な理由として下記のような声をいただいています。
-
高い剛性と精度で加工品質が安定し、加工能率が向上する
-
信頼性の高い内部給油(クーラントスルー)ホルダがある
-
標準ラインナップよりも大口径のコレットも使用できるのでレイアウトの自由度が高くなる
-
ユニバーサルアングル(自由角度)ホルダでタレット式複合旋盤でも様々な角度でドリル加工
やミーリングができる -
増速ホルダでマシニングセンタなみの高回転加工ができる
-
ホブホルダやポリゴン対応ホルダなどで専用機工程を集約できる
-
小型でコストパフォーマンスのよいツールチェンジシステムが使える

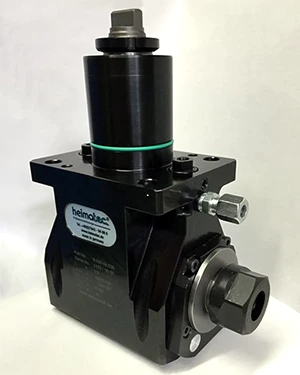
ユニバーサルアングルヘッド
タレット旋盤で斜め穴加工などに対応。
ハイマテックが得意とするユニットです。

ハイトルク×オーバーサイズホルダ
コレットサイズUPとギア減速によるハイトルク仕様で1サイズ上の設備が必要だった加工に対応。設備のダウンサイジングニーズに応えます。
様々な設備に搭載可能
ハイマテックは様々なメーカの設備に搭載可能です。
ご使用になりたい設備型番をご連絡ください。
30000点以上の設計データから最適なホルダをご案内可能です。
ホルダ型式選定について
フォームに必要事項をチェックもしくは入力いただきますと、
弊社にてホルダを選定しご連絡させていただきます。是非ご利用ください。
搭載設備一例
中村留精密工業
- WT-100 WT-150Ⅱ WT-250Ⅱ WT-300
- WY-100Ⅱ WY-100V WY-150 WY-250L
- SC-100 SC-200Ⅱ SC-200ⅡL SC-300Ⅱ
- SC-300Ⅱ(16ST) SC-300ⅡL(16ST)
- MX-100 JX-200 JX-250
- NTJ-100 Super NTJ NTY3-100 NTY3-150 NTY3-250
…他多数
シチズンマシナリー(Miyano)
- BNC42 BNA42CY BNA42S BNA42SY BNA42MSY BND51
- BNA42DHY BNA42GTY ANX42SYY BNJ42/51 BNE42/51 NBE51MSY
- BNE51MYY ABX51/64YY ABX51/64SYY
…他多数
DMG森精機
- NLX1500シリーズ NLX2000シリーズ NLX2500シリーズ
- NLX3000シリーズ NTXシリーズ NZXシリーズ Sprintシリーズ
…他多数
幅広いラインナップ
ハイマテックには加工ニーズに合わせた様々なタイプのホルダがあります。
これらの豊富なラインアップに対して、内部給油、増速、トルクアップなど
様々なオプション機能を付加されたホルダがあります。
 8 010…
8 010…クロス用ホルダ
 8 011…
8 011…クロス用
アーバ付きホルダ
 8 012…
8 012…クロス用
タッピングホルダ
 8 019…
8 019…クロス用
オフセットホルダ
 8 030…
8 030…端面用ホルダ
 8 031…
8 031…端面用アーバ付き
ホルダ
 8 032…
8 032…端面用タッピングホルダ
 8 035…
8 035…端面用タッピングホルダオフセット仕様
 8 033…
8 033…端面用ホルダ
オフセット仕様
 8 039…
8 039…端面用ホルダ
2軸仕様
 8 039…
8 039…端面用ホルダ
特殊仕様
 8 018…
8 018…クロス用ホルダ
Y軸補正機能付
 8 038…
8 038…端面用ホルダ
Y軸補正機能付
 8 040…
8 040…ユニバーサルアングル
ホルダ
 8 043…
8 043…ユニバーサルアングル
ホルダオフセット仕様
 8 037…
8 037…キーカッターホルダ
 8 037…
8 037…ディスクミルホルダ
 8 037…
8 037…ホブ加工用ホルダ
 8 050…
8 050…クロス用多軸スピンドル
 8 053…
8 053…端面用多軸スピンドル
ハイマテックホルダの選定方法
ハイマテックのツールホルダの仕様の大半はオープンデータベースに公開されています。
また、複合旋盤に精通した山田マシンツールのスタッフがお客様の選定をサポートいたします。
まずは検討対象の設備型番と『こんなことができるホルダが欲しい』というご要望をお伝えいただければ、30000点以上のラインナップから最適なホルダをご提案いたします。
注目の機能紹介
ハイマテックミーリングホルダの機能や性能にまつわる代表的なトピックを紹介します。
ユニバーサルアングルホルダ
ユニバーサルアングルホルダは回転工具の角度を自由に調整できるミーリングホルダです。
タレット旋盤でも斜め穴あけやミーリングが可能になります。
ハイマテックのユニバーサルアングルホルダはコンパクトでタレット上での干渉を避けてツーリングできるだけでなく、ステンレスのエンドミル加工もできるほど剛性があり、リーマ加工ができるほど高精度です。

内部給油(クーラントスルー)
ハイマテックの優れた内部給油システムは最大14Mpaの内部給油に対応。
増速やユニバーサルアングルなどの機能と組み合わせもでき、効率的な加工サポートします。
ハイマテックの豊富な知見を組み込んで設計されたホルダは内部機構に対する内外のクーラント侵入を防ぎ、メンテナンスフリーで長く高精度を保つことができます。

増速ホルダ
増速ホルダは、内部のギア機構によって最大でモータ出力の4倍まで工具の回転速度を上昇させることができます。
どうしてもマシニングセンターと比較すると回転上限に限りがあるタレットのミーリングモータでも、20,000min-1以上の高速回転域の加工を実現することができます。
小径加工の条件最適化や高効率加工に最適な機能です。
エアースピンドルや電磁スピンドルとは異なり、配管は配線・設備改造は不要で、通常のNCプログラム内で制御を完結できます。
またギア駆動なので回転数も正確に制御可能です。
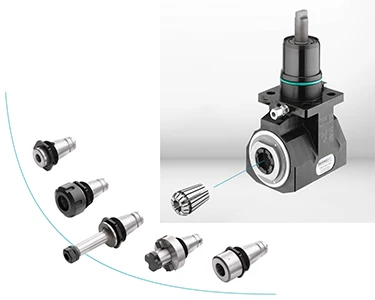
機外段取りシステム u-tec
ハイマテック独自の機外段取りシステムU-tecは『標準仕様』のハイマテックホルダに搭載されたオプション機能です。
U-tecはERコレットと同じ8°テーパのコーンとポリゴン形状のカップリングをもったアタッチメントです。
通常はコレットを使用しているホルダにアタッチメントを取り付けるだけで機外段取りのシステムを運用できるようになります。
U-tecは工具交換作業を平準化・高効率化することで設備停止時間を削減し、加工品質を安定させます。
またポリゴンカップリングによる高いトルク伝達効率はフルバック加工や大径サイドカッタなどの高負荷加工にも最適です。
カタログダウンロード

総合カタログ

機種別カタログ
中村留スタンダード

u-tec
ユニバーサルチェンジシステム
ご相談、お問合せはこちら
フォームが表示されるまでしばらくお待ち下さい。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。