切削式ローレット工具ではカッタに角度をつけているため工作物に段差がある場合、肩まで加工することはできません。加工できる寸法範囲は使用するカッタの外径により表の様な範囲でローレット加工することができます。
※使用カッタの外径はホルダ型式で決まります。詳しくは各ホルダの使用カッタ外径を確認してください。
ローレット加工条件
Machining conditionローレットの推奨加工条件についてまとめました
切削ローレット使用時の段付被削材の加工範囲
| 段差 | a | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 使用カッタ外径 | b | 8.9 | 1.0 | 2.5 | 3.0 | |||||||
| b | 14.5 | 1.2 | 1.6 | 2.2 | 2.5 | 2.8 | 3.1 | |||||
| b | 21.5 | 1.7 | 2.0 | 3.0 | 3.4 | 3.9 | 4.7 | 5.9 | 6.4 | 6.7 | ||
切削ローレット 推奨加工条件表(概算)
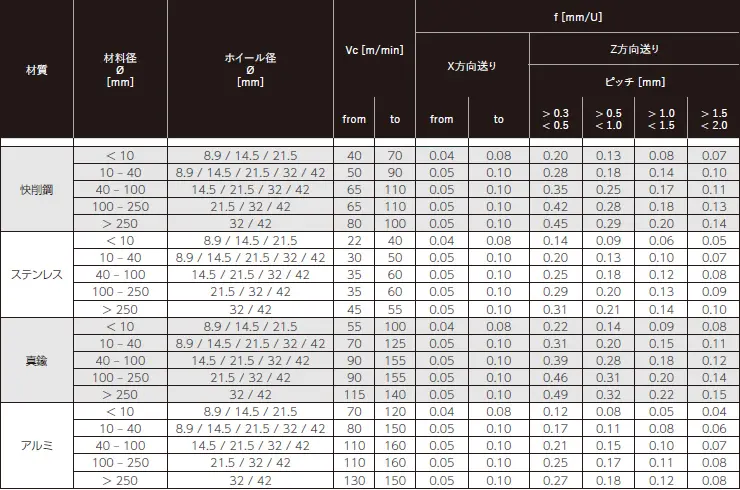
上記切削ローレット加工条件の注意点
- 使用カッタはホルダによって決定します。
- ピッチが粗いほど1回転あたりの送りを、範囲内の小さい方に合せてください。
- 切り込み量は使用カッタのピッチ分(径で)⇒肩肉1/2ピッチ
- 切り込み速度は0.03~0.08が目安です。
- 必ず水溶性または油性の切削油をかけながら加工してください。
周速を回転数に直すには
| 回転数 rpm = | V×1000 |
| 材料径×3.14 |
転造ローレット 推奨加工条件表(概算)
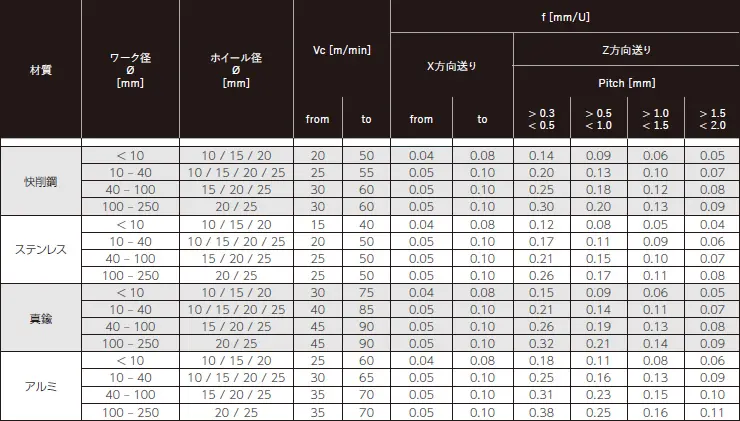
上記転造ローレット加工条件の注意点
- 周速は理想的な条件下での限界値を掲載しています。 条件を確認しながら調整してください。
- X切込速度は0.05-0.1㎜を目安としてください。 ピッチが大きいとダブりが発生しやすくなるので切込速度を上げてください。
- 転造加工時には大きな加工熱が発生します。 切削液・切削油をかけて冷却してください。
- 転造は材質や機械剛性などの要因で、加工条件が幅広く変化します。
細かい材料成分の違い等でも転造特性は大きく変わります。
詳細な設定に関してはお客様側で調整をお願い致します - X方向切込み後、ドゥエルタイムは被削材の回転が5~10回転でツールを 引き戻してください。
周速を回転数に直すには
| 回転数 rpm = | V×1000 |
| 材料径×3.14 |
ご相談、お問合せはこちら
フォームが表示されるまでしばらくお待ちください。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。